在当今追求效率与品质的全球市场中,供应链的透明度与高效性已成为品牌核心竞争力的关键。豪雅100全球工厂直供系统,正是这一理念下的卓越实践,旨在通过深度整合全球优质制造资源,将高品质产品直接、快速地送达消费者手中。本次,我们将目光聚焦于该系统的重要一环——位于制造业重镇的大田大明工厂,并深入揭秘其背后的“神经系统”:先进的计算机系统集成技术。
一、 战略要地:大田大明工厂的地位
大田大明工厂并非普通的制造车间,而是豪雅100全球网络中一个集研发、生产、质量控制与物流调度于一体的现代化智能制造基地。其地理位置优越,产业配套成熟,为高效响应全球订单、实现柔性化生产提供了坚实的基础。让这座工厂真正“活”起来,并与其他全球节点无缝协同的,是其内部高度集成、智能化的计算机系统。
二、 神经中枢:计算机系统集成的核心架构
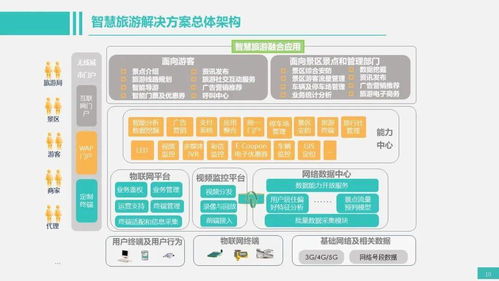
大田大明工厂的计算机系统集成,绝非简单地将几台电脑和软件连接。它是一个多层级、模块化、高度协同的综合性信息生态系统:
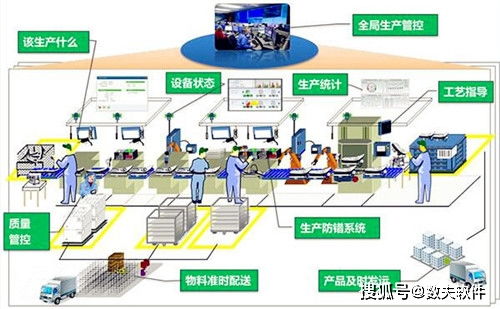
- 制造执行系统(MES):这是工厂生产现场的“大脑”。它实时采集生产线数据(如设备状态、生产进度、物料消耗、产品质量参数),并将来自上层企业资源计划(ERP)系统的生产指令转化为具体的工单,指导每一个生产环节。通过MES,管理人员可以透明化地掌控生产全貌,实现从订单到成品的全程追溯。
- 企业资源计划(ERP)系统集成:工厂的ERP系统与豪雅100全球总部的系统深度对接。全球订单、物料需求计划、库存信息、财务数据在此交汇。当一份订单下达,系统能自动分解任务,触发大田大明工厂的生产排程,并同步启动原材料采购、仓储准备等流程,确保生产与供应链的精准联动。
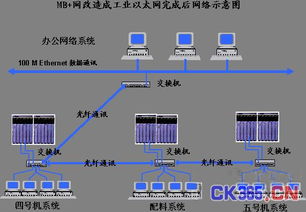
- 自动化设备与物联网(IoT)层:生产线上的智能机床、机器人、传感器等设备通过网络与MES、监控系统相连。它们不仅是执行单元,更是数据源头,实时反馈运行状态、能耗、故障预警等信息,为预防性维护和优化生产节拍提供数据支撑。
- 仓库管理系统(WMS)与智能物流:原材料与成品仓库通过WMS进行数字化管理,实现库位的精准定位、自动化存取和高效盘点。该系统与生产系统和物流系统联动,确保物料准时配送到生产线,成品快速分拣、打包,并衔接下一环节的全球物流网络。
- 数据中台与云平台:所有系统产生的海量数据汇聚到工厂的数据中台,经过清洗、分析,转化为有价值的洞察。通过安全的云平台,大田大明工厂能与豪雅100在全球的其他工厂、研发中心、物流枢纽及市场终端进行实时数据交换与业务协同,真正融入全球直供的“一盘棋”。
三、 集成效应:直供系统的强大驱动力
这套高度集成的计算机系统,为大田大明工厂乃至整个豪雅100直供系统带来了革命性的改变:
- 极致效率:订单响应时间大幅缩短,生产计划变更灵活,设备利用率显著提升,实现了从“批量生产”到“按需柔性生产”的跨越。
- 卓越品质:全过程的质量数据被系统记录和分析,任何细微的偏差都能被迅速发现和纠正,从根源上保障了产品的一致性与可靠性。
- 透明可追溯:从一块原材料到一件成品,其“生命历程”在系统中清晰可见。这增强了消费者的信任,也为质量回溯和改进提供了精准依据。
- 成本优化:通过精准的物料控制、库存管理和能耗监控,有效降低了运营与供应链成本,让“工厂直供”的性价比优势得以最大化。
- 协同智能:工厂不再是信息孤岛,而是全球智能网络中的一个活跃节点,能够与上下游实时协同,共同应对市场波动。
豪雅100全球工厂直供系统的魅力,不仅在于它连接了全球优质的工厂,更在于它通过像大田大明工厂这样先进的计算机系统集成,赋予了这些工厂以“智慧”与“速度”。这不仅是技术的应用,更是对传统制造与供应链模式的重构。它揭示了一个未来:在高度集成的数字神经网络驱动下,全球制造资源将以前所未有的方式紧密协作,为全球消费者带来更快速、更优质、更透明的产品与服务体验。大田大明工厂,正是这一未来图景中的一个生动缩影和强大引擎。